



Quy trình vận hành máy ép đùn-Extrusion
Đăng lúc 00:44:02 Ngày 15/06/2019 | Lượt xem 3745 | Cỡ chữ
CHUẨN BỊ CHẠY MÁY
Trước khi chạy máy phải chuẩn bị các công việc sau:
1, Lắp đặt và cân chỉnh khe hở đầu hình
2, Cắm các phích nối với băng nhiệt tƣơng ứng
3, Cắm các phích nối với các ngẫu nhiệt tƣơng ứng
4, Mở van cấp nƣớc ở dƣới thân máy đối diện và phần nối (Adapter)
5, Đóng các công tắt tổng ở bên cạnh tủ điều khiển, đèn báo nguồn ( phía dưới bảng điều khiển) sẽ sáng, quạt gió làm máy động cơ chính hoạt động
6, kiểm tra nút dùng khẩn cấp (ở trên nóc tủ điều khiển)
– Khởi động máy
– Ấn nút dùng khẩn cấp (hoàn nguyên liệu hệ thống)
7, Bật công tắc nhiệt cho xilanh và công tắc nhiệt cho đầu hình
8, Kiểm tra đồng hồ nhiệt
9, Đặt giá trị nhiệt độ ban đầu cao hơn giá trị nhiệt độ ở điểm nóng chảy nguyên liệu khoảng 20oC. Trƣớc khi sản xuất 1h đặt lại giá trị nhiệt cho đúng điểm làm việc
10, Thủ đèn báo lỗi
11, Thử bộ điều khiển tốc độ động cơ chính
12, Bật công tắc động cơ bơm chân không
* Chú ý
– Nếu có tiếng kêu từ tiếng kêu bơm chân không cần phải giảm dòng nước cấp cho bơm, tuy nhiên lượng nƣớc cấp cho bơm không được quá ít
13, Bật công tắc trục vít xoắn trƣớc khi chạy máy khoảng 30 phút
14, Điều chỉnh chế độ nhiệt nhƣ sau:
– Nhiệt độ đặt của xilanh 150 ÷ 1090C
– Nhiệt độ đặt của trục vít xoắn 100 ÷ 1500C
– Nhiệt độ đặt của đầu hình 180 ÷ 2100C
Khoảng thời gian ổn định nhiệt độ tốt của PVC là:
1800C – Tmax = 30 phút
1300C – Tmax = 2h
800C – Tmax = 4h
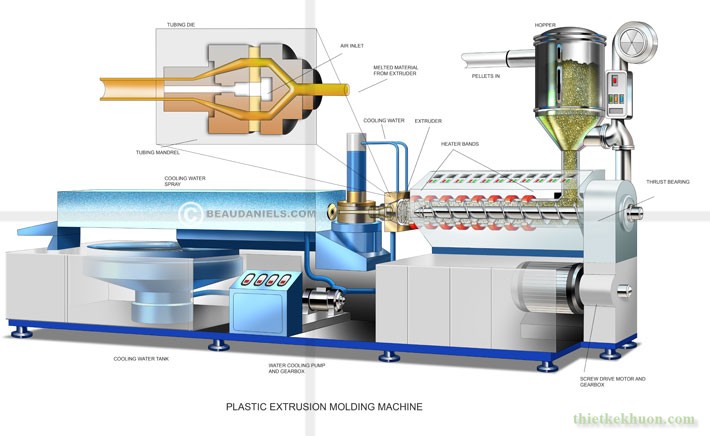
2. VẬN HÀNH MÁY
Sau khi đã chuẩn bị và kiểm tra xong các bƣớc trên, thời gian gia nhiệt đã
đạt từ ( 3h ÷ 4h) tùy theo đầu hình thì tiến hành vận hành máy. Các bước tiến
hành như sau:
1, Đổ nguyên liệu vào phễu cấp liệu (cho bộ phận liệu hạt hoạt động để
đƣa nguyên liệu vào phễu cấp)
2, Khởi động máy
– Ấn nút vận hành
– Đặt tốc độ khoảng 1/10 tốc độ lớn nhất trên chiết áp điều khiển
3, Khởi động thiết bị lƣờng hạt
– Ấn nút vận hành
– Đặt tốc độ khoảng 1/10 tốc độ lớn nhất trên chiết áp điều khiển
4, Sau khi đƣa nhựa ra khỏi đầu hình thì bật bơm chân không của xilanh nhựa hóa và điều chỉnh độ chân không bằng van. Độ chân không nên đạt khoảng 0.8 kg/cm2
. Quan sát nguyên liệu qua kính nhìn, nếu nguyên liệu vẫn được cuốn đi thì tăng tốc độ nhựa hóa hoặc tăng nhiệt độ của xilanh nhiệt và trục vít xoắn
5, Tăng tốc độ của trục vít xoắn hoặc tăng tốc độ thiết bị lƣờng hạt đạt đến giá trị mong muốn
Chú ý: đến giá trị của ngẫu lực trục vít, giá trị này tốt nhất ở giá trị tương đối ổn định. Tuy nhiên giá trị này lại thay đổi tùy thuộc vào nguyên liệu sử dụng. Không cho phép là > 95% thì đèn báo động chớp sáng và khi tăng đến
100% thì máy tự động ngừng. Trong quá trình thao tác, nếu ngẫu lực đến 95% và đèn chớp sáng thì phải kiểm tra và điều chỉnh ngay các thông số về nhiệt độ, tốc độ để giảm ngẫu lực trục xoắn vít
6, Kiểm tra nhiệt độ chảy của nhựa và điều chỉnh nhiệt độ của máy khi cần thiết
7, Nếu khe hở đầu hình quá hẹp dẫn đến áp suất của nguyên liệu bị tăng lên và đẩy nguyên liệu vào lỗ hút chân không thì phải giảm tốc độ thiết bị lường hạt
8, Kiểm tra giá trị của nhiệt độ thường xuyên 9, Nếu đạt trạng thái cân bằng thì máy hoạt động tốt. Trạng thái cân băng là trạng thái khi đó nhiệt độ nhựa và áp suất nhựa không thay đổi
10, Nếu phễu cấp liệu vẫn còn nguyên liệu thì trƣớc khi thay đổi loại nguyên liệu khác hay dừng máy phải làm sạch bộ phận cấp liệu bằng bộ đẩy nguyên liệu ra. Để tránh nguyên liệu còn lại có thể dùng khí nén để thổi sạch
* Chú ý: Nếu có tiếng kêu cót két từ các trục vít khi máy đang chạy thì có thể thêm nguyên liệu vào hoặc giảm tốc độ vít xoắn
11, Sử dụng thiết bị đồng hồ để thay đổi tốc độ của trục vít xoắn phù hợp với tốc độ giàn kéo, tốc độ cấp liệu. Chiết áp điều chỉnh của thiết bị đồng bộ được đặt ở giá trị = 1/10 trƣớc khi điều chỉnh
12,Khi đoạn ống mồi qua hết bể chân không và làm lạnh và được kẹp vào giàn kéo thì mới đƣợc bật bơm chân không của bể
13, Tùy theo cỡ ống mà điều chỉnh con lăn đỡ ống trong bể chân không và các vị trí trên thành vacum và chỉnh bộ kẹp kéo ống của giàn kéo theo các thang đo trên bộ kẹp kéo ống
3. DỪNG MÁY
1, Mở van điều khiển chân không
2, Tắt bơm chân không
3, Tháo nguyên liệu ra khỏi phễu phế liệu
4, Sau khi hiển thị về áp suất giảm tiến hành giảm tốc độ của trục vít xoắn xuống còn lại 1/10 giá trị max, sau đó tiếp tục việc đẩy nhựa trong xilanh ra ở tốc độ này
5, Giảm nhiệt độ xuống còn 1100C ÷ 1200C
* Chú ý:
– Nếu máy phải dừng sản xuất đột ngột do 1 vài sự cố ở dây chuyền thì giá trị nhiệt độ cũng pahỉ dặt ở 1100C ÷ 1200C tránh cho nguyên liệu khỏi bị phân hủy
– Nếu chủ động dừng máy để nghỉ lễ, nghỉ chủ nhật… sau khi nghỉ vẫn sản xuất bằng đầu hình dang chạy thì khi đùn hết nhựa trong xilanh, hạ nhiệt độ các khoang giảm đi khoảng 200C, sau đó cho bột bảo quản ( freezing caompound- có màu xanh) và đùn tiếp đẩy hết nhựa trong đầu hình ra cho đến khi trong đó chỉ còn lại bột bảo quản
6, Chạy máy với tốc độ chậm cho đến khi nguyên liệu ra hết khỏi máy đùn
7, Tắt bộ điều chỉnh bộ phận lƣờng hạt và đặt chiết áp về vị trí “ 0”
8, Chuyển công tắc động cơ chính về OFF, ấn nút STOP cho động cơ chính
9, Tắt công tắc nhiệt
10, Tắt công tắc tổng
11, Nếu cần phải tháo đầu hình ra vệ sinh

CÔNG TY TNHH SẢN XUẤT VÀ THƯƠNG MẠI HỒNG THÀNH
CHUYÊN CHO THUÊ NHÀ XƯỞNG KHO BÃI HẢI PHÒNG
CHUYÊN ÉP PHUN NHỰA - GIA CÔNG NHỰA HẢI PHÒNG
Địa chỉ văn phòng: Số 33 Phan Bội Châu, Phường Quang Trung, Quận Hồng Bàng, Hải Phòng
Nhà máy: Số 169 đường 208, Xã An Đồng, Huyện An Dương, Hải Phòng
Tel: 0225.3835.033 | Fax: 0225.3570.580 | Hotline: 094.866.7986
 Hot
Hot
Hot
Hot
Hot
Hot
Hot
Hot
Hot
Hot



w300.jpg)

Nhân viên rất nhiệt tình, chu đáo

Tôi rất hài lòng về sản phẩm, dịch vụ